Relation Maintenance/production
Répartition des Tâches Maintenance Production
Dans une démarche visant à mieux maîtriser les évolutions des équipements, l'opérateur ou l'agent de production, toujours proche de sa machine, peut participer efficacement à la maintenance de la machine en :
exerçant une bonne surveillance du fonctionnement de la machine,
en effectuant des tâches de maintenance de niveau 1 ou 2 (cf TPM[1])
en apportant des précisions sur les symptômes de défaillances en cas d'arrêt machine,
en assistant l'agent de maintenance pour les interventions nécessitant 2 personnes.
Sur un plan humain, on peut arriver à un enrichissement des tâches des opérateurs, et sur un plan organisationnel ou économique, le service maintenance doit petit à petit, faire évoluer sa structure de façon à renforcer son secteur méthodes.
Néanmoins, il conviendra de ne pas négliger les problèmes soulevés par cette façon de faire :
la remise en cause des habitudes (à chacun son travail !),
le niveau de compétence et de motivation requis,
le contrôle de la qualité du travail effectué par les intervenants.
le respect des consignes de sécurité
Il faut que les tâches confiées aux opérateurs de fabrications soient bien identifiées et bien formalisées ( par ex : on peut pouvoir remplacer un fusible identifié, mais pas tel autre) : pour des raisons de sécurité, il ne s'agit pas de laisser faire n'importe quoi. Pour ce faire, il est souhaitable de réaliser un "manuel opérateur" fixé à la machine.
Ce partage de tâches Maintenance/Fabrication est grandement facilité par la prise en compte de la maintenance au stade de conception des matériels, car on peut alors penser "conception modulaire" pour faciliter le remplacement d'organes.
Le dialogue avec la Production
La Production est bien sûr l'interlocuteur privilégié de la maintenance, car elle subit directement les conséquences des défaillances du matériel.
Liaisons à formaliser :
TOUS LES JOURS : Les agents de maîtrise Production et Maintenance décident des priorités de la journée en cours, veillent au respect des consignes de sécurité pendant les interventions.
TOUTES LES SEMAINES OU QUINZAINES : Définir le programme prévisionnel de maintenance pour la période, avec notamment les travaux prioritaires, les arrêts pour maintenance préventive.
TOUS LES MOIS OU TRIMESTRES : Valider si possible les objectifs atteints, analyser les objectifs non atteints. Analyser les événements imprévus, les coûts anormalement élevés.
EN FIN D'ANNEE : Définition des objectifs. Adaptation et prévision du budget maintenance.
Répartition des Moyens de Maintenance
Avantages de la centralisation
La centralisation des moyens de maintenance permet :
une bonne connaissance des moyens de maintenance, particulièrement grâce à une unicité du budget de maintenance et son suivi,
de mettre à la disposition de toutes les équipes de maintenance les moyens en équipements lourds,
de mieux répartir le moyens humains, grâce à une régulation unique et permanente,
une uniformisation des procédures, des codifications et de l'organisation des systèmes de gestion et d'information,
une bonne gestion du personnel de maintenance, grâce à une cohérence dans les promotions, mutations, les évolutions de carrières, les plans de formation , . . . .
une facilité pour la standardisation du matériel.
Avantages de la décentralisation
La décentralisation, ou sectorisation ( c'est-à-dire répartition par secteurs de production) :
motive le personnel de maintenance à la fonction de production,
permet la délégation de responsabilité à travers un budget de secteur,
améliore les relations avec la fabrication,
facilite la coordination entre les différents spécialistes, en permettant notamment la constitution d'équipes polyvalentes de maintenance courante de secteur.
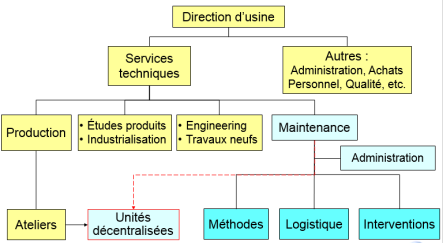
Les solutions possibles
a) Décentralisation géographique et centralisation hiérarchique.
La décentralisation géographique, ou sectorisation de certains moyens de maintenance, permet d'obtenir les avantages des petites usines avec un bon travail d'équipe entre les personnels de Fabrication et de Maintenance. La centralisation hiérarchique des moyens de maintenance, confiés à un seul responsable, permet de conserver tous les avantages de la centralisation en matière de gestion, de communication, et de suivi des coûts.
b) Décentralisation hiérarchique et centralisation fonctionnelle.
La maintenance est décentralisée hiérarchiquement dans les secteurs de fabrication, mais il y a un responsable fonctionnel pour l'ensemble de l'unité. Pour assumer un bon fonctionnement de ce type de structure, quatre conditions essentielles sont à remplir :
avoir une organisation avec des méthodes et des moyens solides,
faire en sorte que les moyens de maintenance décentralisés dépendent d'un responsable attitré et non d'un chef de fabrication, pour ne pas sombrer dans une maintenance à court terme,
le responsable fonctionnel de très haut niveau doit être un des principaux collaborateurs de la direction, et doit disposer de l'autorité nécessaire pour assurer une coordination effective,
disposer d'une G.M.A.O[2] permettant de sauvegarder l'unité et l'homogénéité dans les différents domaines.
Les Objectifs de collaboration Production/Maintenance
Le comportement des chefs de ligne et opérateurs doit faciliter le diagnostic des défaillances par les dépanneurs.
La maintenance préventive doit être élaborée par la Fabrication/Maintenance pour :
la définition des priorités,
la vérification de toutes les opérations à inclure, en collaboration pour la définition des paramètres d'usure ou d'utilisation,
l'accord sur les arrêts programmés que l'on prévoit,
les opérations qui peuvent être prises en charge par les opérateurs,
l'organisation de la maintenance préventive en général.
Le Service Maintenance doit participer à la rédaction des consignes de mise en route, de conduite, de réglage, de surveillance et d'arrêt du matériel pour les opérateurs et conducteurs de Fabrication/Exploitation.
Le Service Maintenance doit être informé des programmes de production et consulté lors des modifications de ces programmes, afin de donner son avis et prendre les éventuelles dispositions nécessaires dans le domaine de la maintenance .
Les coûts de maintenance
La Fabrication/Exploitation peut permettre une diminution sensible des coûts de maintenance par les opérations suivantes :
éviter le déplacement systématique d'un "binôme Maintenance" à chaque intervention, en fournissant l'assistance nécessaire lorsqu'un agent de maintenance a besoin d'être secondé, soit pour des raisons de sécurité, soit pour des raisons inhérentes à l'intervention qu'il effectue,
faire nettoyer les machines (Méthode des 5S) par le personnel qui les utilise. Il est prouvé que le nettoyage systématique, mais bien pensé, élimine des risques potentiels de défaillances (usures, problèmes de connectique, de lecture, etc.). Il est cependant conseillé que les méthodes et moyens soient étudiés en collaboration avec le Service Maintenance,
prendre en charge des opérations banales de maintenance par les opérateurs ou conducteurs de Fabrication, ne nécessitant pas le déplacement d'un homme de la Maintenance. Ce transfert d'opérations vers la Fabrication a pour objectif de réduire les coûts et d'inciter le personnel à mieux surveiller le matériel ; il nécessite des formations ponctuelles mais rapides et fréquentes de ce personnel. Une bonne manière d'identifier une bonne partie des opérations pouvant être ainsi prises en charge, est de les lister après l'établissement du Plan de Maintenance Préventive.
Manuel opérateur
Attention :
Un impératif : toutes les opérations de maintenance prises en charge par les opérateurs de fabrication doivent être clairement définies dans leur objet et dans leur méthode .
Une bonne manière de faire est de constituer un MANUEL OPERATEUR, d'une manière conjointe entre la FABRICATION et la MAINTENANCE :
descriptif de la machine et de son fonctionnement,
explications des pupitres de commande,
procédures de mise en chauffe, mise en marche, conduite, arrêt et mise en sommeil,
auto- contrôle qualité,
consignes de sécurité,
consignes de maintien en l'état de l'outil (prévention permanente + maintenance préventive),
aides aux dysfonctionnements = quoi faire ou qui appeler.
Ce MANUEL OPERATEUR doit être :
simple et attractif,
sans mots inutiles (utiliser seulement verbes et compléments),
avec si possible les schémas sur la page de gauche et les explications sur la page de droite,
avec si possible de la couleur,
fixé à la machine (pas dans un classeur qui peut se perdre). Il est peut être complété par un CARNET DE BORD qui permet à l'opérateur de noter les difficultés rencontrées (à examiner par AM Fabrication et Maintenance, systématiquement, pour actions).
NOTE : on peut envisager que les opérateurs ou conducteurs viennent du Service Maintenance après avoir reçu une formation complémentaire au process ou à la fabrication.